首页
企业中心
公司简介
企业文化
认证获奖
组织架构
大事记
加入我们
新闻资讯
行业新闻
公司新闻
产品信息
丹佛斯产品系列
汇川产品系列
伟肯产品系列
海利普产品系列
台达产品系列
技术服务
维修和维护
丹佛斯售后服务
技术培训
专业文章
资料下载
工程技术
工程技术
联系我们
English
技术分享
维修/维护
技术分享
应用案例
丹佛斯变频器同步控制在玻璃压延机上的应用
时间:2019-11-26 作者:津信变频 点击:次
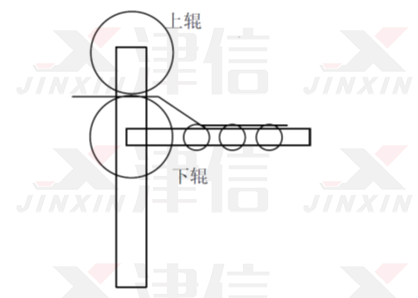
随着超白、超薄玻璃生产工艺要求的不断提高,原玻璃压延机采用的简单速度控制方法已经不能满足工艺要求。新的工艺要求压延时压延机上、下辊角度严格保持同步。丹佛斯变频器内置的MC0305运动控制卡可以很好地满足客户的要求。
一、工艺及电气控制要求介绍:
如图中所示:设备采用了上下两个压辊,玻璃从两个压辊中间经过,完成压延。在压延过程中两个辊需要同步,使玻璃平滑。
下辊为主机,采用开环速度控制,控制较简单。上辊为从机,与下辊保持角度同步控制,此文主要讨论下辊的控制。另外玻璃行业需求特殊,要求设备不能够随意停机,需要一个较大容错性,因此上辊传动设计具体要求如下:
1、运行模式有两种:单机运行和同步运行
同步运行时,变频器控制从机,与主机保持角度同步控制;
单机运行时,变频器按上位机的速度指令做开环转速控制。
2、Profibus-DP总线控制。所有控制命令和状态信号反馈都通过现场总线实现。
3、单机运行和同步运行模式可以在运行时无缝切换。
4、现场总线通讯中断,不间断运行。现场总线通讯故障中断时,变频器记忆故障前的总线命令,继续运行不停机。
5、从机编码器故障,不间断运行
同步运行模式时,变频器根据当前输出频率和编码器反馈,自动判断编码器信号是否正常。一旦发生编码器故障,不能发生大的转速波动,更不能停机,而是自动切换为开环转速控制继续运行,并发出信号通知上位机。
6、主机编码器故障,不间断运行。这主要靠上位机完成。
二、主要电气配置及结构
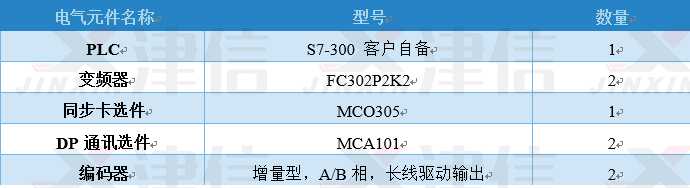
1、电气配置:
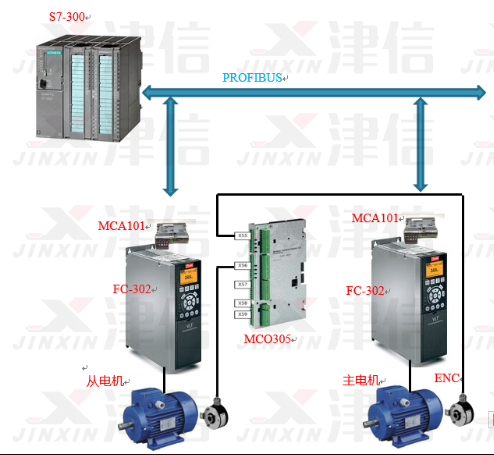
2、电气结构
PLC与丹佛斯FC302变频器之间进行PROFIBUS通讯,通过PLC可以设置同步功能、非同步功能、等工艺参数;FC302变频器控制从机电机,以保证出标精度及响应精度。 变频器通过MCO305运动控制卡,实现角度同步控制。MCO305运动控制卡内要编程,接收现场总线控制命令,发送各种状态信号,实现各种控制,如单机运行/同步运行模式切换,判断从机编码器故障等。
电气系统控制结构图如下:
三、开发内容
1、实现同步方式
2、开发现场总线通讯控制接口程序:
3、从机编码器检测与故障自动切换为开环速度控制
4、主机编码器故障,切换为单动模式
从机单凭自己无法判断主编码器信号是否正常,但是从机能将主编码器的转速信号通过现场总线返送上位PLC,PLC是知道主机的当前输出频率的,因此PLC可以算出主机当前转差,并判断主机编码器反馈是否正常,一旦发现主编码器信号故障,则PLC将从机切换到单机运行,以保证压延机不间断连续运行。
返回列表