
送膜控制有定长送膜和色标对标送膜两种情况。定长送膜,只需根据主轴编码器信号,主轴转一圈(输送一个物料),送膜部分输送一段固定长度的膜即可,不需动态调整;色标对标送膜,不但要求主轴转一圈输送一段固定长度的膜,还要求膜上的色标点正好落在主轴的设定相位点上,以使横切刀能精确地切在色标点上。因此色标对标送膜还需要根据检测到的实际色标相位差,在生产过程中动态调整送膜电机的相位。
送膜相位调整方法
主轴编码器为24V,1024线的编码器。使用PLC硬件高速计数器将主轴编码器信号读入PLC,为了保证精度,计数采用4倍频。主轴每转一圈,PLC计数4096,在Z相信号到达时,计数器值清零。
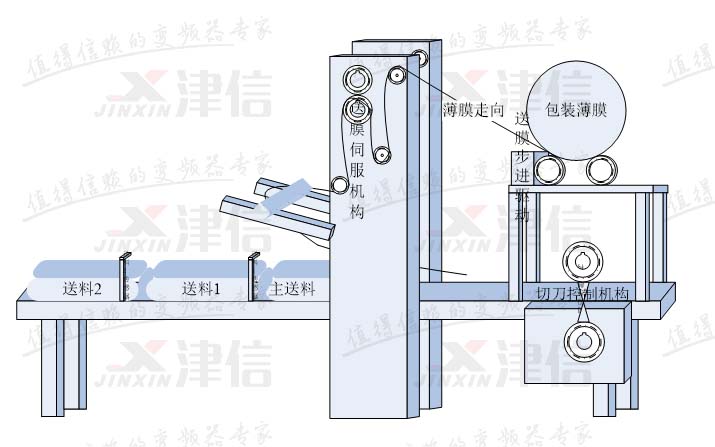
色标相位设定点以主轴编码器作为参考。第一次启动时,送膜伺服独立旋转,直到检测到色标信号才暂停;然后主机低速启动,等到主轴编码器转到色标相位设定点,送膜伺服立即与主轴啮合,进入同步运行模式。以后,每一次检测到色标信号,都会捕捉对应的主轴位置,计算与设定色标相位之间的误差,以调整送膜伺服的运行。色标对准调整的原理如图所示:

为了更加直观,现举例说明:
主轴每转一圈需送膜L(mm),若色标点到达时主轴编码器计数值为b,而设置的色标相位为a,则色标对标相位差为a-b,则(a-b)/4096×L即为送膜部分需要调整的相位对应薄膜长度。在设备上电时,根据设定的送膜长度和送膜色标追踪速度系数,可求出理想的送膜速度以及色标追踪的低、高速送膜速度,分别对应三个电子齿轮比分子。高速送膜速度用以使色标前移;低速送膜速度用以使色标后移。
由于设备是连续运转的,当色标相位误差小于半圈(2048)时,宜加速令送膜色标前移;当色标相位大于半圈时,宜减速令送膜色标后移;这样才能以最优路径尽快令色标定位到设定相位点。
以上送膜电子齿轮与调整步长均由PLC计算得到。三个电子齿轮比要通过RS-485通讯写入送膜A2伺服驱动器,经过现场实际监测,发现RS485通讯可以有很好的实时性,满足相位动态调整的需求。
上述控制思想,上海津信在实践中进行了验证,系统运行效果良好,实现了高精度的送膜色标相位控制功能。


