Delta products application in mobile phone aluminum frame cutting machines
摘要:本文介绍了台达产品在手机铝合金边框加工设备上的应用;并简述了开发过程。
关键词:台达 PLC B2伺服自动切割锯
Abstract:This article introduced Delta automation products application in automatic cutting machines, and its development process.
Keywords: Delta PLC B2 Servo Cuttingmachines
引言:越来越多的手机开始采用金属边框的设计,这种边框的制造,需要先将型材锯切成厚度一定的薄片,然后再进行CNC的加工和后续处理。本文中的自动切割锯就是完成这种锯切加工的设备。
一、 工艺介绍:
切割锯的主要机械结构如下图所示:

其中:
1.夹紧机构:机械中包含两个夹紧机构用于夹紧型材,一个负责在锯切的时候防止型材移位,另一个由送料伺服带动,用于带动型材完成型材进给。
2.锯片伺服:控制整个锯片及锯片电机的移动。
3.送料伺服:控制型材的前进和后退
二、电气控制系统配置及控制结构:
1.主要电气控制部件清单:
|
电气元件名称 |
型号 |
数量 |
|
PLC |
DVP40ES200T |
1 |
|
触摸屏 |
DOP-B07S410 |
1 |
|
伺服驱动器 |
ASD-B2-1521-B |
2 |
|
伺服电机 |
ECMA-E21315RS |
2 |
|
变频器 |
FC51 11Kw |
1 |
2.控制结构

台达ES2 PLC自带两组高速脉冲用于控制伺服,最高频率到达100KHz,同时满足了精度和速度的要求。ES2 PLC带有两组RS485通信口,分别与DOP-B07S410触摸屏和FC51变频器通信。
三、开发过程:
1. 锯片电机的控制:
锯片电机由锯片变频器控制,通过人机界面可以方便的设置锯片转速,监视锯片电流曲线,当锯片电流过大时还可以自动停止锯片进刀以保护锯片。利用变频器控制锯片,可以实现平稳的启动,防止直接启动对电机和锯片的冲击;精确的监控锯片电流,配合调节锯片的进刀速度,可以针对不同的型材得到最高效和安全的进给速度,最大程度的提高产量。
通信读取变频器的16-14参数(电动机电流)和16-34参数(散热片温度)并显示到触摸屏。
2. 锯片伺服:
锯片的进给由锯片伺服控制。型材的形状多种多样,当只锯切一根型材和同时锯切多根型材时,锯片从开始进刀到真正接触到型材的距离就不同,甚至同一根型材截面上的密度分布也往往不同。因此用户可以根据实际情况将整个进刀过程分解成多个不同长度的区域,每个区域内按照不同的速度进刀,实现多段速控制,因为锯切进刀和退刀过程所用的时间占到整个工作循环的80%以上,可以有效的提升生产速度。
3. 送料伺服:
能否准确送料直接关系到加工后的型材厚度是否合格。锯片的安装不可能做到完全平直,且在高速旋转时会有一定的抖动,比如4mm的锯片,其实际的锯切宽度可能达到4.3mm;送料夹紧机构由送料丝杆带动,它与丝杆间存在一定的间隙。这些参数都要开放到人机界面方便用户调整。除此之外,还可以用台达的A2系列伺服配合光栅尺组成全闭环的送料系统。
型材的长度可能达到数米,但送料丝杆的长度是有限的,因此需要采用往复式的送料方法,当送料机构的剩余进给距离已经不足以完成下次送料,送料机构将自动退回到合适的位置,重新开始送料。
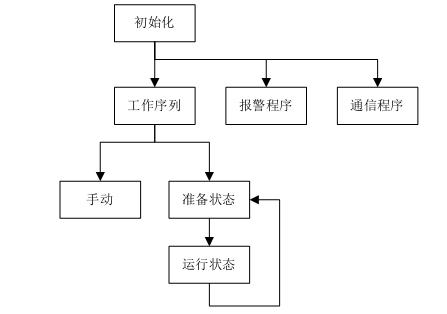
四、程序结构:
开机后,首先进行通信和状态的初始化。初始化完成后同时调用工作序列、报警和通信子程序。工作序列中,包含手动和自动两种状态,自动运行又包括单次锯切和连续锯切两种工作模式。报警程序用于对机器状态进行实时监控,并根据故障情况执行相关动作。通信程序用于PLC和变频器的FC协议通信,实现运行状态和报警信息的监控。
手机的更新换代很快,因此型材的种类和尺寸也是经常改变的。这套系统中的主要执行机构都采用自动化控制,通过简单的调整参数,就可以很快的开始新产品的生产。
 结束语:
结束语:

现场实际运行过程中,完善的参数设置选项和监控功能保证了设备运行平稳高效。系统调试也十分简单易行,得到客户的一致好评。下图是锯切好的型材:
参考文献
[1] B2伺服应用技术手册. ASDA-B2_M_SC_20110425. Delta
[2] ES2操作手册. 20140620. Delta
[3] FC51 编程指南. MG02C641. Danfoss
本文版权为上海津信变频器有限公司所有,如需转载请注明出处。
获取更多帮助和支持,请登陆上海津信变频器有限公司网站 www.sinodrive.com 。拨打上海津信变频器专业服务中心7/24技术支持热线400-888-6560,随时与我们联系。



