摘要:本文主要介绍了台达机电产品在台钢机械设备有限公司的成功应用,在行业内非常具有代表性及参考价值。
关键词:自动切割机 伺服电机 控制模式 通讯
一、概述
台钢机械设备有限公司主要生产自动切割机等设备,产品主要出口东南亚及大陆地区。所谓自动切割机就是将整卷宽幅在两米多的透明胶带,按照设定的长度(以毫米为单位),自动切割成标准宽度的胶带。客户以前使用的是其他知名的产品,由于品牌比较杂,系统在功能上有缺陷,并且在技术咨询和售后等方面存在问题。经过和客户的沟通,我们用台达的机电产品为客户做了整套方案,得到了客户的认可。历经4天的奋战,开发成功。在功能方面完全满足了客户的需求,整个系统在操作方面更加人性化,在原有系统的基础上增加了七种控制模式,分连续和单动两种状态。变频器频率的通讯给定不仅可靠便利,而且为客户节省了成本。
二、系统构成
人机:DOP-A57GSTD 1台
PLC:DVP-48EH00T 1 台
变频器:VFD-007M23A、VFD-015M23A 各1台
伺服:ASD-A0721LA 1台
三、系统控制框图及说明
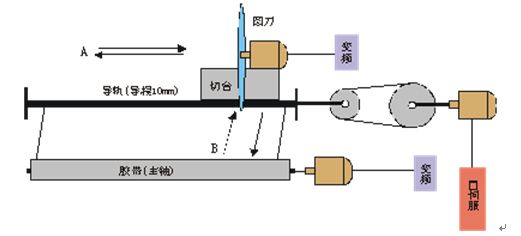
2.工作说明
主轴电机用VFD-015M23A驱动,切台上的圆刀(切刀)用VFD-007M23A驱动,伺服与齿轮同轴相连,通过齿轮皮带带动导轨,使切台在如图中A所示方向来回移动,用来完成定长的操作。同时切台通过油压可以在如图中B所示方向前后移动,用来对套在主轴上的胶带进行切割。
四、工艺及控制要求
工艺要求描述:两台变频器,一台驱动主轴马达;另外一台驱动圆刀(切刀)。伺服通过齿轮皮带和导轨传动控制切台的定位,即定长。变频器通过RS485通讯的方式控制,给定主轴和圆刀的转速。伺服用Pt模式定位。根据客户的要求为其提供了单段和连续两种控制方式和10种操作模式,每种操作模式包含:宽度设定、刀数设定两个参数。在生产前,客户根据生产的要求,将需要生产胶带的宽度和刀数在参数表中预先设定好。如果操作人员选择单段控制方式,在人机上输入模式号后,系统自动把对应该模式的参数(宽度和刀数)调用出来。启动后,刀台通过伺服开始定长横向移动,当到达设定的长度后,刀台横向移动停止,通过油压控制刀台向系统框图中B 所示的方面纵向移动,当刀台移动至前限位处,开始定时,保证将胶带完全切断后,自动退回至后限位开关处停止。如果该模式设定的刀数不为零,则重复以上动作,直到切割的次数等于设定的刀数后,自动停止。如果该模式设定的刀数为零,则系统不动作。而如果操作人员选择连续控制方式,在人机上输入模式号,则启动后系统自动按照模式1设定的宽度和刀数切割,当模式1切割完毕后,自动按照下一模式设定的宽度和刀数切割,直到将设定的模式全部切完后自动停机。如果其中有的模式设定的刀数为零时,自动跳到下一模式,参数也随之改变。例如:在连续模式下:选择模式10,启动后系统按照模式1设定的参数切割,模式1切割完毕,如果模式2中设定的刀数不为零,则按照模式2设定的宽度和刀数自动切割;如果模式2中设定的刀数为零,则系统自动跳过模式2,按照模式3中设定的参数切割。依次类推,直到将模式10设定的宽度和刀数切割完毕后,系统自动停机。
系统生产流程的顺序如下所述:首先夹头动作,夹头动作前,主轴气缸首先要向上动作,上到限位后,夹头顶出,将主轴夹住。然后圆刀才能启动进行切割,在运行过程中如果按全部停止,则圆刀停止,然后夹头缩回,缩到位后,主轴气缸向下,下到限位后停止向下。在连续运行完毕后,系统自动停止,并且自动缩回夹头,主轴气缸向下到位。然后,刀台自动归位,归位到限位后停止。
在整个自动切卷的过程中,如果出现任何故障或者操作人员手动停车,则系统记录当前执行到的模式号和已经完成了几次切割,如果故障处理完毕后再次启动,则按照停车前的模式继续切割。以上所述的是自动切割状态。
在手动状态下,为客户提供了自动对刀的功能。即在出现故障或前一次切割质量不高时,在停机的状态下,可以通过人机或操作面板上,按间接归位或间接前进按钮,切台自动以当前模式设定的宽度向后或向前移动一个宽度,达到自动对刀的功能,同时也提供手动对刀的功能。
我们为客户开发的整套系统,控制可靠,伺服通过调整了相应的2-00后的参数,使得其响应性和精度都要高于客户以前使用的系统,并且工艺和操作上也更胜一筹。客户以前使用的系统只能连续运行,而且只有三种模式设定,不能单段运行。在程序中,中达巧妙的运用了变址和循环的功能,使得程序也很简练,客户非常认可。这再一次印证了台达的机电产品在系统集成方面具有很强的优势。
五、调试感想
伺服在PT模式下,很容易受干扰。如果电柜内有干扰源,如变频器,直流调速器等,即使不发脉冲,只要伺服始能,可能电机就会运行。这种情况,都属于干扰问题。可以采取以下措施:
将变频器的载波频率适当的降低,以减小干扰;
PT模式下,将伺服驱动器中1-00的参数设置成32;
变频器和伺服可靠接地;
适当的调整2-26的设定值,以提高伺服的外部抗干扰的能力;
如果伺服电机的噪音比较大,可以增大2-25的值,以减小电机噪音。
如果伺服在运行中,不是很平滑。说明伺服的参数调整的不好,可以借助Auto Controller Computation软件,输入伺服的功率、频宽、惯量比。通过该软件帮助我们算出2-00、2-02、2-04、2-06、2-23、2-24、2-25、2-26的参数值,在此基础上,根据实际情况,再进行个别参数的调整。
参考文献(略)
声明:
本文版权为上海津信变频器有限公司所有,如需转载请注明出处。
获取更多帮助和支持,请登陆上海津信变频器有限公司网站 www.sinodrive.com。拨打上海津信变频器专业服务中心7/24技术支持热线400-888-6560,随时与我们联系。



