首页
企业中心
公司简介
企业文化
认证获奖
组织架构
大事记
加入我们
新闻资讯
行业新闻
公司新闻
产品信息
丹佛斯产品系列
汇川产品系列
伟肯产品系列
海利普产品系列
台达产品系列
技术服务
维修和维护
丹佛斯售后服务
技术培训
专业文章
资料下载
工程技术
工程技术
联系我们
English
应用案例
维修/维护
技术分享
应用案例
丹佛斯变频器和LSIS PLC基于EtherCAT通讯的绕包机应用案例
时间:2020-03-10 作者:津信变频 点击:次
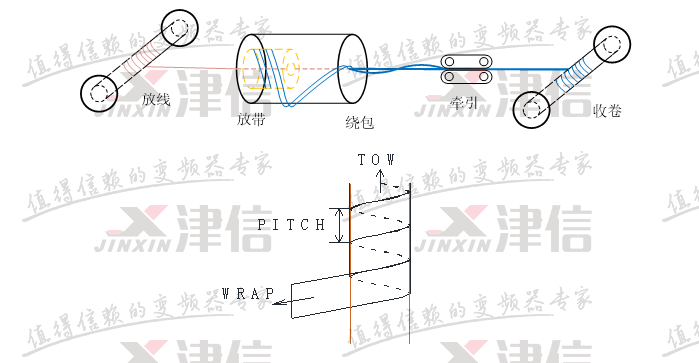
绕包机的主要作用是在电缆生产过程时候,让包带按照设定的节距紧密的缠绕在铜线上面,来提高电缆的性能。其关键在于控制绕包伺服、牵引伺服、放带伺服的结合使用,保证包带均匀紧密的缠绕在电缆上。
一、工艺介绍
绕包机的主要机械机构如下图所示:
如图中所示:设备采用了绕包伺服、牵引伺服、放带伺服。牵引伺服控制生产的速度,拉着铜线已设定的生产速度在走,绕包伺服跟踪牵引的速度,将包带均匀的缠绕在铜线上,放带伺服根据绕包伺服的速度进行PID速度控制,保证包带均匀紧密的缠绕在铜线上,提高了绕包机的效率和工作可靠性。
二、主要电气配置及结构
1.电气配置:
2.电气结构
PLC与触摸屏之间进行Ethernet通讯,PLC与FC302变频器之间进行RS485通信,伺服电机和伺服驱动器通过编码器线进行连接控制。可以通过触摸屏对牵引伺服生产速度进行设定,放带伺服根据绕包伺服的速度进行PID调节,收卷由收线磁粉转矩控制。
三、开发过程
1、速度同步控制
1.1 绕包同步
绕包机通过编码器采集当前的生产速度,在触摸屏上面可以调节绕包转速与生产速度的比例,从而改变包带的节距,以及将包带均匀的紧密缠绕在铜线上,以达到工艺要求。在生产速度改变时候,编码器可以实时检测生产速度,保证绕包机的转速同步变化,从而保证节距的均匀性。
放带伺服经PID速度控制对牵引伺服和绕包伺服速度进行跟踪,并迅速进行调节控制,保证包带出带均匀,伺服间的同步性使得产品的性能好,产品质量高。
1.2 断带监测
断带检测,通过检测包带使用的速度,和生产速度的关系,可以判断断带与否。在带子断了以后,由于张力的作用,包带的使用速度立即减小,而生产速度是不变的,根据这个速度变化的关系,可以判断绕包断带,自动停止生产线。
2、张力控制
2.1 放带张力控制
在绕包带缠绕的过程中,需对包带施加一定的张力,选用磁滞制动器控制。磁滞制动器张力控制系统是根据输出转矩与通过其电感线圈电流具有优良的线性关系,从而通过电流控制,达到恒定张力。还可以检测包带卷进的大小,自动调节张力。张力的稳定与否将直接影响线缆外径的均匀性,进而导致线缆其它相关性能的变化。因此,线缆绕包张力的控制对线缆的生产质量十分关键,为了保证包带紧密、平整地缠绕于线芯上,张力一定要恒定。
2.2 收线张力控制
收卷速度正常比物料的线速度快,磁粉离合器工作在滑差状态,张力由磁粉离合器的转矩来控制,为了保持张力的恒定,必须按卷径的大小来增加或减小磁粉离合器的转矩。这样可以做到线缆在线盘上绕线均匀,不会出现散盘或者部分区域过紧等情况,保证能够完成线缆收卷要求。
四、总结
开机后,经过短暂的延时,程序进行通信连接和报警检测,通信连接将对模拟量模块进行激活和对伺服建立通讯读取伺服状态,然后进行工作模式的选择,可以选自动运行和点动运行。报警程序用于对机器状态进行实时监控,并根据故障情况经相关的动作与报警显示。
在实际运行过程中,完善的参数设置选项和监控功能保证了设备运行平稳高效可靠。LSIS伺服电机优秀的性能保证了生产设备的性能好和产品质量好,伺服间可靠的同步性对于绕包机工作的稳定可靠非常有必要,完美的运用到实际生产中,保证了产品的质量,得到客户的一致好评。
返回列表